
重載減速機齒輪裂紋的處理方法
在工業生產中重載減速機是不可少缺少的設備之一,而長時間的重負荷工作會導致減速機齒輪出現裂紋等問題。一旦發現齒輪裂紋,需要立即采取措施進行處理,確保減速機能夠正常運行。以下是針對重載減速機齒輪裂紋的具體處理步驟:
一、前期準備工作
1. 緊急停機與全面評估:一旦發現齒輪裂紋,要立即停止減速機的運行,防止裂紋進一步擴展。隨后,進行細致的檢查,確定裂紋的位置、長度、深度等具體信息,評估齒輪的損傷程度及修復可能性。
2. 徹底清潔齒輪:使用合適的清潔劑和工具徹底清理齒輪表面的污垢、油漬和銹跡,方便之后的齒輪處理。
3. 籌備工具與材料:根據修復計劃準備好需要的焊接設備、焊條、砂輪、齒形樣板等工具和材料。
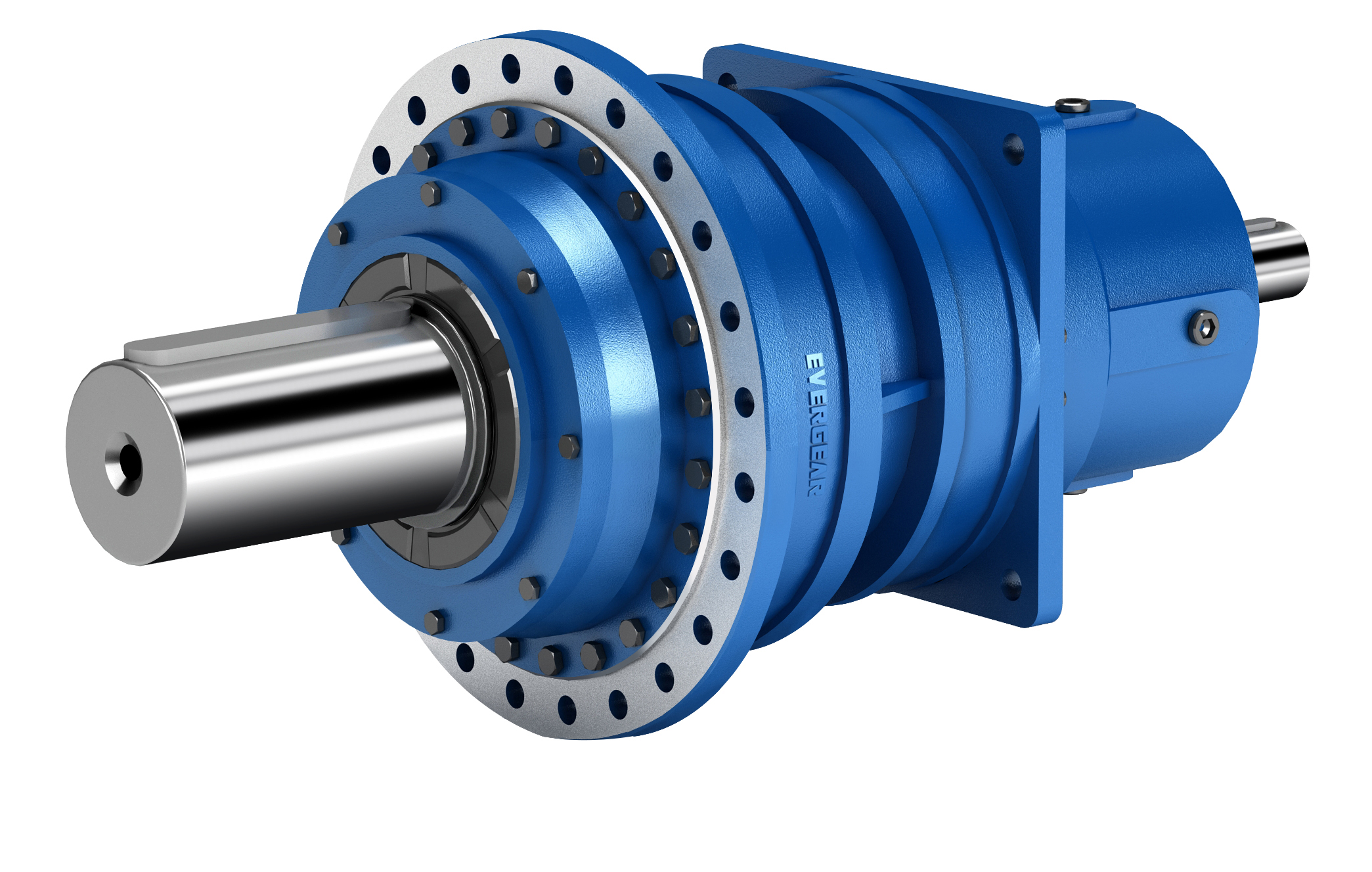
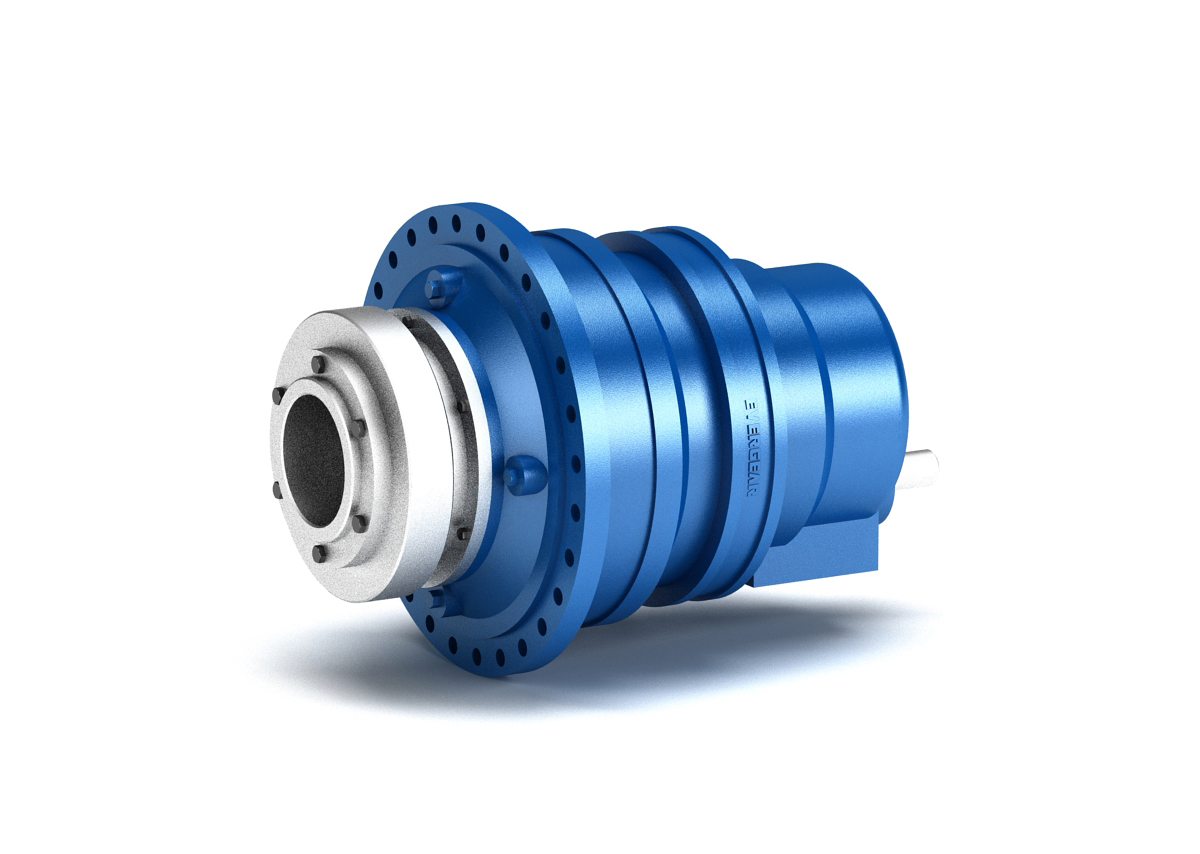 重載減速機-EQ系列行星齒輪減速機
重載減速機-EQ系列行星齒輪減速機
二、裂紋處理辦法
1. 打磨清理裂紋處:使用碳弧氣刨等工具對齒輪裂紋進行清理,采用小電流并間斷操作減少變形和熱影響。再用手工砂輪機打磨修整,去除氧化層和熱影響區,打磨完成后進行著色探傷以確保無殘留裂紋。
2. 實施焊接修復:采用多道、多層、多段的間斷焊接方式減小焊接應力與變形,從無裂紋的殘齒部位開始焊接。焊接過程中嚴格控制電流和溫度,避免產生新的熱影響區。
3. 考慮焊接加強板:對于受力較大的一側,可以考慮在齒圈下部腹板上焊接加強板以增強強度。
4. 進行磨齒與修形:根據齒輪參數制作齒形樣板,進行手工粗磨和細磨,確保新焊齒與相鄰齒的位置準確。裝配修形后,涂上紅丹檢查接觸狀況,并用手工砂輪機調整高點,確保齒面接觸符合要求。
 恒齒傳動熱處理設備
恒齒傳動熱處理設備
三、后期處理與檢測
1. 選擇性熱處理:根據齒輪材質和要求,對修復后的齒輪進行適當的熱處理,如淬火、回火等,以提升其硬度和耐磨性。嚴格控制熱處理的溫度和時間,避免產生新的裂紋或變形。
2. 全面探傷檢測:通過超聲波探傷、磁粉探傷等方式全面檢測修復后的齒輪,確保內部無裂紋等缺陷。
3. 試運行與持續監測:在減速機重新投入使用前進行試運行,檢查齒輪運行狀態,包括是否有異常噪音、振動、發熱等現象。在后續運行中定期監測和維護,及時發現并處理潛在問題。
通過上述步驟的嚴格執行,可以有效地處理重載減速機齒輪的裂紋問題,確保設備的穩定運行和生產安全。
編輯:數字化營銷中心
審核:周小飛
浙江恒齒傳動股份有限公司——高效傳動解決方案專家!
作為一家深耕于減速機領域的國家高新技術企業,我們不僅專注于減速機的研發、制造與銷售,更致力于為客戶提供全方位的服務體驗。我們的產品線豐富多樣,包括ER、EK、EF、ES、EH/EB、EQ、EZ等12大系列,覆蓋0.18~4000KW的功率范圍,以及近萬種傳動比選擇,滿足您不同場景下的需求。
除了大功率齒輪箱減速機、行星減速機等12種系列標準化減速機產品外,我們還擁有強大的減速機非標定制能力,
能夠根據您的特殊需求提供個性化的解決方案。無論您是面臨復雜的工業挑戰還是需要特定規格的設備支持,我們都將全力以赴,助您一臂之力。
現在就行動起來吧!訪問恒齒官網http://www.zhyskcad.com了解更多關于我們的信息;
或者撥打【服務熱線 189 6875 9203 (微信同號)】與我們的專業團隊取得聯系。
讓我們一起攜手共創美好未來,為您的企業注入新的活力和競爭力!






































請先 登錄后發表評論 ~